La mayoría de los sitios que se autodenominan lean tienen una matriz de competencias en alguna parte. Se trata de un archivo Excel guardado por RRHH, actualizado antes de las entrevistas anuales de evaluación y basado en las descripciones de los puestos. El problema es que esta herramienta es inútil cuando el jefe de equipo tiene que decidir la rotación de turnos a las 6 de la mañana o reunir al equipo para un proyecto kaizen. A matriz de competencias lean es un objeto diferente: sus columnas son operaciones normalizadas, no rúbricas HR. Sus niveles siguen el sistema ILUO de Toyota, no una escala abstracta. Y vive en el gemba, no en una carpeta compartida.
¿Por qué no puede funcionar el lean sin una gestión estructurada de las competencias?
El Sistema de Producción Toyota se basa en dos pilares. El primero es bien conocido: la mejora continua, el kaizen y la eliminación de residuos.
La segunda lo es menos, mientras que el Toyota Way la sitúa al mismo nivel: el respeto de las personas y el desarrollo de las competencias de cada uno. Cuando se descuida lo segundo, lo primero acaba por agotarse.
En el taller, esto se ve enseguida. La rotación de puestos está prevista en el plan de producción, pero no se produce porque sólo un operario domina el puesto de control de calidad al final de la línea. Un proyecto kaizen se aplaza porque no conseguimos implicar a las personas adecuadas en las operaciones en cuestión. Las normas de trabajo existen, están expuestas en el puesto de trabajo, pero cuando preguntamos al jefe de equipo quién las domina realmente y quién sigue necesitando apoyo, la respuesta sigue siendo vaga.
La matriz de competencias colma esta laguna. Hace visible, puesto por puesto y operario por operario, el nivel real de dominio de cada persona. En Lean, no se guarda en un cajón: se expone en el gemba y se consulta cada día para tomar decisiones sobre la dotación de personal, la formación y la rotación.
¿Qué distingue una matriz de competencias Lean de una matriz convencional?
La diferencia no está en la forma de la tabla, sino en lo que pones en ella y en cómo evalúas a los operadores.
Una matriz centrada en normas de trabajo, no en descripciones de puestos
En un entorno lean, cada puesto de trabajo se define por operaciones normalizadas, y son estas operaciones las que componen las columnas de la matriz. No son competencias abstractas de RRHH como el «espíritu de equipo» o el «rigor». A un operario no se le evalúa por su polivalencia en general: se le evalúa por su capacidad para realizar la operación 3 del puesto de montaje según la norma definida, dentro del tiempo de ciclo previsto y con el nivel de calidad esperado.
Este enfoque cambia el valor de la matriz. En lugar de copiar descripciones de puestos elaboradas por recursos humanos hace tres años, construimos la matriz observando las operaciones reales en la gemba, con los operarios. El resultado está muy en línea con lo que ocurre sobre el terreno, y por eso los jefes de equipo la consultan a diario, en lugar de dejarla latente en un archivo compartido.
El sistema ILUO de evaluación de los niveles de dominio
La fabricación ajustada tiene su propio sistema de evaluación de competencias: el ILUO. Cada letra representa un nivel de dominio, y el número de líneas de la letra ilustra gráficamente el progreso del operador.
- I (una línea vertical): el operario está recibiendo formación, conoce las instrucciones de seguridad del puesto de trabajo y trabaja bajo supervisión constante.
- L (dos líneas): el operario realiza la operación en condiciones normales, respeta el tiempo de ciclo e identifica los fallos de fabricación.
- U (tres guiones): el operario es autónomo, prepara su puesto de trabajo, gestiona la puesta en marcha y resuelve las anomalías rutinarias de su operación.
- O (cuatro líneas, el bucle está cerrado): el operario puede formar a otros y sugerir mejoras del proceso.
El sistema tiene su origen en Toyota y desde entonces se ha extendido a las industrias aeroespacial, automovilística y manufacturera en sentido amplio. Lo que lo hace especialmente interesante en Lean es el nivel «O»: el operario que puede formar crea un vínculo directo con el nivel "O". TWI (Formación en la Industria), Es un proceso en el que la persona que domina una norma es también la que la transmite. Es este bucle el que impulsa la mejora continua de las competencias dentro de un equipo, cuando no basta con un plan de formación de arriba abajo.
En comparación con una escala convencional de 0 a 4, la ILUO también tiene una ventaja práctica: es inmediatamente visual y comprensible para todos los operarios sobre el terreno, sin necesidad de explicarles cómo leer la matriz.
Cómo se integra la matriz en los proyectos Lean cotidianos
Rotación de trabajos y alisamiento de cargas
La rotación de los operarios entre turnos es un pilar de la versatilidad en la fabricación ajustada. Reduce la monotonía, previene los trastornos musculoesqueléticos y crea un equipo capaz de absorber contingencias: ausencias imprevistas, picos de producción, averías en la línea.
La matriz hace posible esta rotación mostrando claramente quién es «U» (autónomo) en qué puestos. El jefe de equipo que la consulta por la mañana sabe inmediatamente qué rotaciones son factibles y dónde están los cuellos de botella. Si sólo un operario está en «U» en el puesto de soldadura crítico, el riesgo es evidente, y el plan de formación puede corregir esta debilidad antes de que provoque una parada de la línea.
Esta visibilidad también está vinculada a la cadencia: para respetar el ritmo de producción, cada turno debe estar atendido por al menos un operario «L», y la matriz permite comprobar esta condición en cada cambio de turno.
Identificar las competencias críticas antes de un proyecto kaizen
Antes de poner en marcha un proyecto kaizen o 5S en un área de producción, la primera pregunta que hay que hacerse es: ¿quién del equipo sabe lo suficiente sobre el proceso como para hacer una aportación útil? Un proyecto de mejora en el que participen personas que no estén familiarizadas con las operaciones en cuestión producirá resultados superficiales.
La matriz se utiliza para seleccionar a los operarios «U» y «O» para las operaciones del área en cuestión, pero también para identificar a los operarios «I» y «L» que podrían beneficiarse del proyecto para acelerar el desarrollo de sus competencias. De este modo, el kaizen también sirve para desarrollar a las personas, no sólo para optimizar los flujos de trabajo. El ciclo PDCA (Planificar, Hacer, Comprobar, Actuar) se aplica a las competencias del mismo modo que a los procesos: planificamos el desarrollo de las competencias, formamos en el puesto de trabajo, comprobamos los progresos utilizando la matriz y ajustamos.
Construya su matriz de competencias Lean en 4 pasos
No hace falta empezar de cero, pero sí cambiar de método: partir de cero y no de los documentos existentes.
Definir un plan de desarrollo de competencias acorde con los objetivos lean del centro. Cada acción de formación debe responder a un punto débil identificado en la matriz. Se da prioridad a los puestos críticos y a las competencias en riesgo, y el plan se revisa cada trimestre en función de los proyectos lean programados para el periodo.
Asignación de operaciones normalizadas por artículo. Vaya al gemba y observe las operaciones reales en cada puesto de trabajo, con los operarios. No copie las descripciones de puestos existentes: enumere las operaciones tal y como se realizan, con sus normas de trabajo asociadas. Estas operaciones formarán las columnas de su matriz.
Evalúe a cada operador utilizando la escala ILUO. La evaluación se realiza por parejas: el jefe observa y el operario se autoevalúa. Las diferencias entre ambos son señales valiosas: un operario que se califica de «U» cuando su jefe lo ve como «L» revela o bien un estándar mal calibrado, o bien la necesidad de más formación.
Visualizar las zonas frágiles. Una vez rellenada la matriz, algunos riesgos saltan a la vista: puestos en los que sólo hay un operario «U», competencias críticas en manos de personas próximas a la jubilación, líneas enteras sin formador interno («O»). Estos puntos débiles determinan directamente las prioridades del plan de formación.
Excel o herramienta digital: ¿qué soporte para una matriz Lean viva?
En lean, una matriz de competencias sólo es tan buena como su realidad actual. Hay que actualizarla después de cada sesión de formación, cada rotación laboral, cada salida o llegada, y aquí es donde muchos centros industriales fallan.
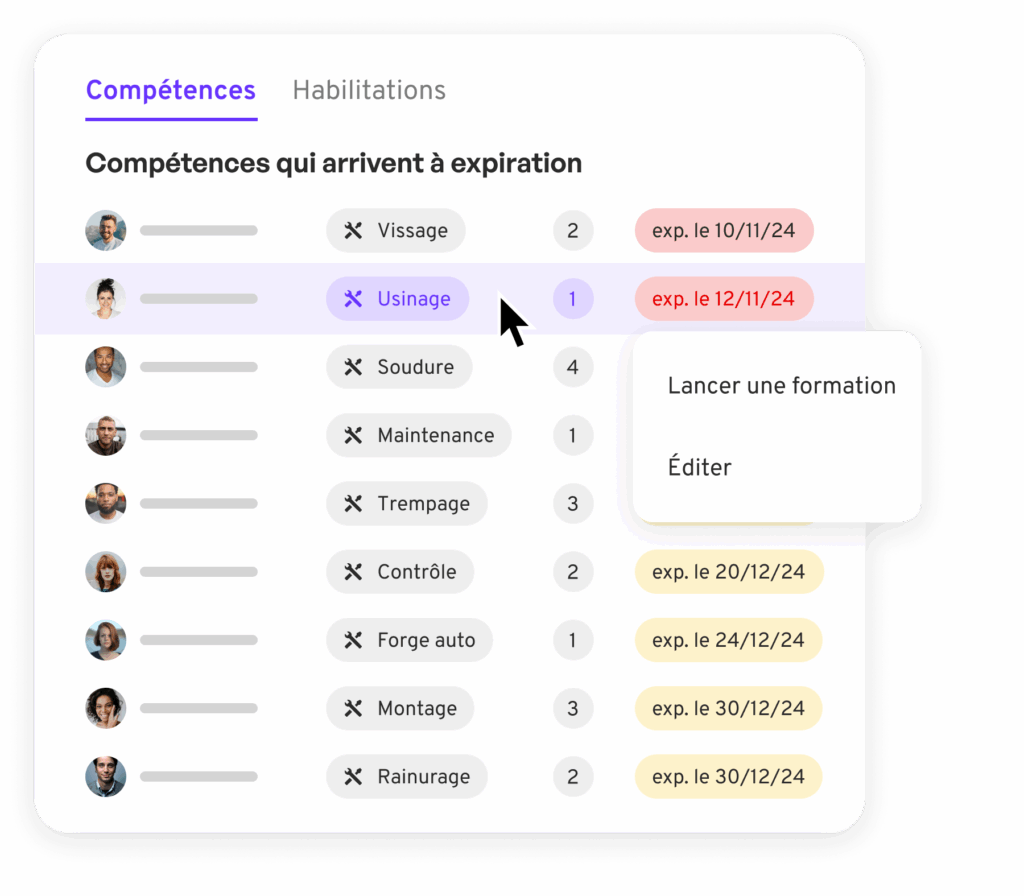
Con Excel, la actualización es manual y propensa a errores. Con más de unas docenas de operadores, el archivo se vuelve difícil de mantener y las autorizaciones que caducan pasan desapercibidas.
Una herramienta digital dedicada a gestión de competencias en la industria resuelve estos problemas: actualizaciones inmediatas, notificaciones automáticas de las autorizaciones que caducan, acceso en tiempo real para los jefes de equipo directamente en el puesto de trabajo. En el 300 polígonos industriales que apoyamos en Mercateam, el paso de un seguimiento basado en Excel a un herramienta específica de gestión de competencias multiplica por cuatro el tiempo dedicado a la gestión de competencias, al tiempo que mejora la fiabilidad de los datos para las auditorías.
Para un taller de 20 empleados con una línea de producción, una matriz Excel bien estructurada puede ser suficiente al principio. Más allá de eso, o tan pronto como la rotación entre líneas se convierte en un problema, la herramienta digital toma el relevo.
Lo que cambia a diario es que el jefe de equipo puede abrir su matriz por la mañana y ver de un vistazo la cobertura de sus puestos de trabajo. La rotación se planifica en cuestión de minutos, el equipo para un proyecto kaizen se forma cruzando las competencias ILUO con las necesidades del proceso, y los operarios ven sus propios progresos, lo que hace que el aumento de competencias también sea tangible para ellos. La matriz deja de ser un expediente que rellenar para una auditoría y se convierte en la herramienta que impulsa la mejora continua a diario.